选择性激光烧结 (SLS) 是一种增材制造技术,常用于快速成型和功能性组件的小批量生产。整个过程采用激光束烧结粉体材料,使其粘结在一起,形成一种固体结构。激光有选择性地烧融粉床中预先设定的区域,通过从所需部件3D数字描述的横截面扫描生成。在完成每个横截面的扫描后,在顶部覆盖新的一层材料,重复以上过程,直到零件制作完成。
生成粉体层是一个精密的过程,需要给料系统可靠地输送原料,使得粉体均匀一致地沉积在制造床上,不得有团聚物或孔洞。间断性地流动或粉体中有团聚物将导致沉积不均匀,对加工效率和成品性能造成负面影响。确定哪些粉体属性有助于形成均匀、可重复的粉层,从而优化新处方,找出适合的原材料,通过评估兼容性避免因流水加工耗费材料而投入的大量金钱和时间。这种方法还有助于降低成品的不合格率。
不同添加剂的影响
SLS机器中使用三种聚甲醛 (POM) 样品,其中两种包含不同的添加剂 (一种颜料和一种润滑剂)。据观察,三种处方从储料斗到机器中不同的流动特性,导致成品的属性和质量变化。虽然已采用一系列传统的表征手段,但它们不能区分样品间的差异。
因此,使用FT4 粉体流变仪TM分析这三种处方,揭示它们之间存在明确、可重复的差异,从而使得工艺性能合理化。
测试结果
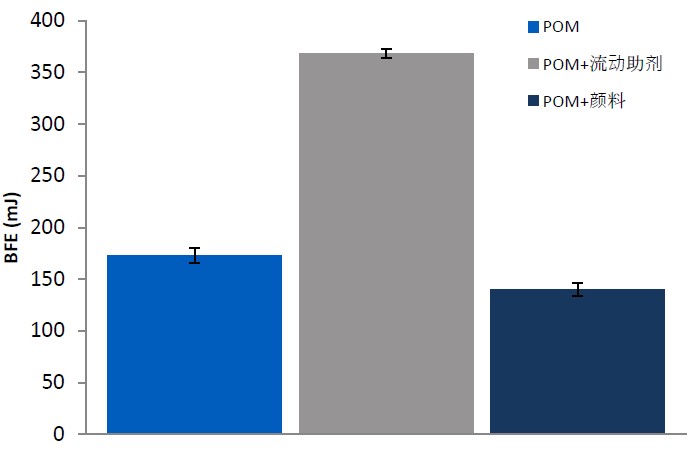
动态测试:基本流动能
与另两种样品相比,包含流动助剂的样品所产生的基本流动能 (BFE) 较高,需要更多能量才能推动FT4桨叶在粉体中上下行径。在这种情况下,高BFE是粉体材料内有效自组装的一个标志,同时表明助剂的添加使流动性变好。
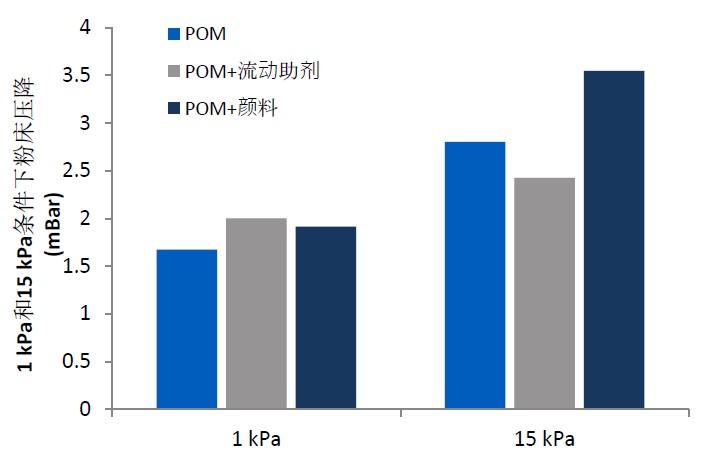
整体测试:透气性
在低固结应力的条件下,包含流动助剂的样品在粉床内的压降最大,说明流动性较好的材料其透气性较低,并具有更致密的内部排列状态。虽然固结应力增大后,所有三种样品的压降都增大了,但纯聚甲醛和含颜料的样品比含流动助剂的样品变化更大。对固结变化的敏感度低是有效内部排列粉体的另一个标志,即当受外力作用时进可供进入颗粒的气孔更少了。含颜料的样品的透气性变化程度最大,表明粉体包覆更多的空气,也表明了强粘性。
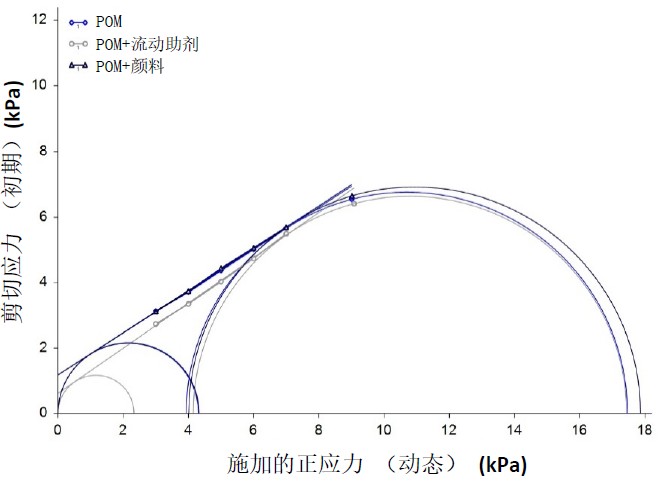
剪切盒测试
据观察,样品间测得的剪切应力值差异有限。这说明SLS应用中盛行的剪切盒测试可能不是表征低应力、高动态过程流动特性的最佳技术。
结论
对于过程中已知性能不同的三种样品,FT4能量化明确且可重复的差异。结果还显示,单一技术 (例如,剪切盒测试) 可能不足以完全描述一系列应力条件下的流动性和相同流动性区间内的粉体差异。
粉体流动性不是材料的固有属性,而是粉体在特定设备中以其所需要的方式流动的能力。成功的加工需要粉体与过程的完美匹配,相同的粉体在一个过程中表现良好,而在另一个过程中却不佳的情况并不罕见。也就是说,需要多种特性表征方法,得出的结果能够与过程评估相联系,从而构建对应于可接受的过程行为的参数设计空间。FT4多参数方法不依靠单一的表征来描述所有过程特性,而是模拟一系列单元操作,直接研究粉体对各种加工过程和环境条件的响应。